Если необходим ремонт головки блока цилиндров двигателя, установленного на автомобиле, снимите ее, как это описано в подразделе «Замена прокладки головки блока цилиндров». В большинстве случаев ремонт головки блока цилиндров заключается в притирке или замене клапанов, замене направляющих втулок клапанов, замене или шлифовке седел клапанов. При таких неисправностях, как нарушение герметичности каналов рубашки системы охлаждения и коробление привалочной поверхности к блоку цилиндров, головку блока заменяют.
Вам потребуются: ключи «на 13», «на 17», «на 21», свечной ключ, отвертка, круглогубцы (пинцет), приспособление для сжатия клапанных пружин.
1. Отсоедините от патрубка на ресивере шланг регулятора давления топлива.
2. Отверните гайки крепления ресивера к впускной трубе и...
3. ...снимите ресивер и установленную под ним прокладку.
Заметка
При наличии приспособления для сжатия клапанных пружин, отличающегося по конструкции от показанного (например, винтового, вворачиваемого в отверстие в головке блока под гидроопору), возможно, ресивер снимать не потребуется. Для удобства работы можно снять впускную трубу и выпускной коллектор (см. тут), а также остальные снятые вместе с головкой навесные узлы, однако, если не требуется ремонт или замена этих узлов, при достаточном навыке отремонтировать головку блока можно и не снимая их.
4. Выверните все свечи зажигания.
5. Установите на головку блока приспособление для сжатия клапанных пружин, подложите под клапан подходящий упор (например, головку из набора инструментов), сожмите пружины и...
6. ...извлеките сухари из тарелки пружин.
7. Снимите приспособление, тарелку пружин,...
8. ...пружины,...
9. ...опорную шайбу внутренней и...
10. ...наружной пружин.
11. Выньте клапан из направляющей втулки.
12. Таким же образом снимите остальные клапаны.
13. Собирайте головку блока цилиндров в порядке, обратном разборке, используя новые или продефектованные детали. Замените все прокладки новыми.
Осмотр, очистка, проверка и дефектовка деталей головки блока цилиндров
РЕКОМЕНДАЦИИ Предварительно размочите нагар керосином. Возможна механическая очистка нагара. Соблюдайте осторожность – избегайте вдыхать пыль, образующуюся при чистке камер сгорания. Для предотвращения образования пыли периодически смачивайте нагар керосином.
2. Осмотрите головку. Если есть подозрение на наличие трещин в головке блока цилиндров (особенно при попадании охлаждающей жидкости в картер или масла в охлаждающую жидкость), проверьте герметичность головки блока на специальном стенде (в ремонтных мастерских, располагающих соответствующим оборудованием).
3. Проверьте состояние седел клапанов. На рабочих фасках седел не должно быть следов износа, раковин, коррозии и т.п. Седла клапанов можно заменить в специализированной мастерской. Незначительные повреждения (мелкие риски, царапины и пр.) можно вывести притиркой клапанов (см. ниже «Притирка клапанов»).
4. Более значительные дефекты седел клапанов устраняют шлифовкой. Седла рекомендуется шлифовать в специализированной мастерской, так как для этого требуются специальные инструменты и оборудование.
5. Удалите нагар с клапанов и осмотрите их. Деформация стержня клапана и трещины на его тарелке не допускаются. При наличии повреждений замените клапан. Проверьте, не слишком ли изношена и не повреждена ли рабочая фаска. Допускается шлифование рабочей фаски клапанов (в ремонтных мастерских, располагающих соответствующим оборудованием). После шлифования угол фаски относительно плоскости тарелки должен быть 45°30’±5’, а толщина цилиндрической части тарелки должна быть не менее 0,5 мм. Кроме того, у выпускного клапана должен сохраниться слой сплава, нанесенный на фаску.
6. Измерьте диаметры стержней клапанов. Диаметр стержня всех клапанов должен быть 7,985–8,000 мм.
7. Измерьте диаметр отверстия в направляющих втулках, определите расчетом зазор между стержнями клапанов и втулками. Внутренний диаметр втулок должен быть:
– для впускных клапанов 8,022–8,040 мм;
– для выпускных клапанов 8,029–8,047 мм.
Допускается определять диаметр калибром (проходной/непроходной), как показано.
Монтажный зазор для новых втулок и клапанов:
– для впускных клапанов 0,022–0,055 мм;
– для выпускных клапанов 0,029–0,062 мм.
Максимально допустимый зазор (при износе) – 0,15 мм.
8. Маслосъемные колпачки замените независимо от их состояния.
9. Осмотрите рычаги клапанов. На поверхностях, сопрягающихся со стержнем клапана, с кулачком распределительного вала и со сферическим концом регулировочного болта, задиры и риски не допускаются. При наличии повреждений замените рычаги.
10. Осмотрите пружины клапанов. Трещины и снижение упругости пружин не допускаются. При необходимости замените пружины.
При возможности определите упругость пружин по их деформации под нагрузкой. Согласно техническим требованиям для наружной пружины:
– высота в свободном состоянии 50 мм;
– высота под нагрузкой 283,39±14,7 Н (28,9±1,5 кгс) – 33,7 мм;
– высота под нагрузкой 452,06±22,55 Н (46,1±2,3 кгс) – 24 мм.
Для внутренней пружины:
– высота в свободном состоянии 39,2 мм;
– высота под нагрузкой 136,30±6,86 Н (13,9±0,7 кгс) – 29,7 мм;
– высота под нагрузкой 275,55±13,73 Н (28,1±1,4 кгс) – 20 мм.
11. Очистите привалочную поверхность головки от остатков прокладки и...
12. ...проверьте плоскостность этой поверхности. Для этого поставьте металлическую линейку ребром на поверхность головки посередине вдоль оси головки, а затем по диагоналям и щупом измерьте зазор между плоскостью головки и линейкой. Замените головку, если зазор превысит 0,1 мм.
13. Прокладку головки блока цилиндров всегда заменяйте новой, так как снятая с двигателя даже внешне не поврежденная прокладка может оказаться сильно обжатой и не обеспечит герметичности уплотнения.
Замена направляющих втулок клапанов
Если увеличенные зазоры между направляющими втулками и стержнями клапанов (см. выше «Дефектовка деталей головки блока цилиндров») не удается устранить заменой клапанов, замените направляющие втулки.
1. Для обеспечения доступа к втулкам первого и четвертого цилиндров отверните две крайние шпильки, мешающие установке оправки.
Рекомендация Шпильку отворачивайте, навернув на нее две гайки, взаимно контрящие друг друга. При возможности воспользуйтесь шпильковертом.
2. Переверните головку и легкими ударами молотка через оправку выпрессуйте втулку в сторону привода клапанов.
3. Установите новую втулку и легкими ударами молотка через оправку запрессуйте втулку до упора стопорного кольца в плоскость головки блока цилиндров.
Заметка Втулки запрессовывайте с надетыми стопорными кольцами. Втулки впускных клапанов короче втулок выпускных клапанов. На внутренней поверхности втулок выполнены спиральные канавки для смазки клапанов: у втулок впускных клапанов – до половины длины отверстия, у втулок выпускных клапанов – по всей длине отверстия.
4. После запрессовки разверните отверстия во втулках:
– впускных клапанов – до диаметра 8,022–8,040 мм;
– выпускных клапанов – до диаметра 8,029–8,047 мм.
Притирка клапанов
Для притирки клапанов удобнее всего пользоваться специальным механическим приспособлением (реверсивной дрелью).
Кроме того, в продаже имеются готовые ручные держатели клапана.
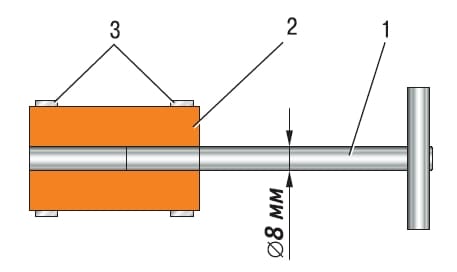
При отсутствии готовых приспособлений можно воспользоваться приспособлением, изготовленным по чертежу, показанному на рисунке 4.9.
Кроме того, вам потребуются: притирочная паста, керосин, слабая пружина, по наружному диаметру проходящая в отверстие седла клапана.
1. Очистите клапан от нагара.
2. Нанесите на фаску клапана притирочную пасту сплошным тонким слоем.
3. Наденьте на стержень клапана предварительно подобранную пружину.
4. Вставьте клапан в направляющую втулку со стороны камеры сгорания, смазав стержень клапана слоем графитной смазки.
Заметка Графитная смазка предохранит направляющую втулку от попадания в ее отверстие абразива из притирочной пасты и облегчит вращение клапана во время притирки.
5. Наденьте на стержень клапана приспособление для притирки клапанов (или с некоторым натягом резиновую трубку для соединения клапана с реверсивной дрелью).
6. Притрите клапан, вращая его попеременно в обе стороны на половину оборота и периодически то прижимая его к седлу, то ослабляя усилие прижима.
Заметка Так выглядит клапан, прижатый к седлу, а...
7. Притирайте клапан до появления на его фаске матово-серого непрерывного однотонного пояска шириной не менее 1,5 мм, при этом...
8. ...на седле клапана после притирки также должен появиться матово-серый поясок шириной не менее 1,5 мм.
9. После притирки тщательно протрите клапан и...
10. ...седло чистой тряпкой и промойте для удаления остатков притирочной пасты. Проверьте герметичность клапана, для чего установите его в головку с пружинами и сухарями. Затем положите головку набок и залейте керосин в тот канал, который закрыт клапаном. Если в течение трех минут керосин не просочится в камеру сгорания – клапан герметичен.